1、纯弯曲(Bend)时,弯管在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。
基于这一因素(factor),引起弯管质量下降(descend)主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制(control)RX与SX的值,从而确保质量。
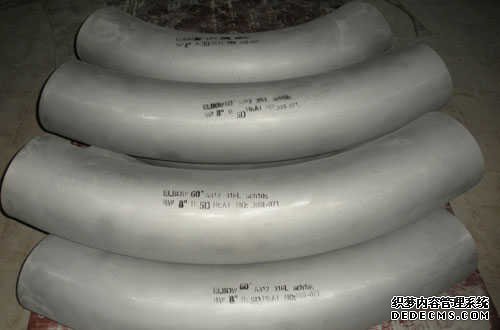
2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置(position )则与弯管方法而不同,在顶弯式(压缩弯曲(Bend))工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。大口径弯管以大口径螺旋埋弧焊钢管、大口径直缝埋弧焊钢管、HFW直缝钢管、热煨弯管、大型管件、钢管内外防腐等为主要业务的专业化公司,在油气输送钢管研发制造领域达到了“国内领先、国际一流”水平。因此薄壁管道弯曲,使用旋弯法是有益的。
3、弯胎的精度(精确度)也是影响弯管质量的因素(factor)之一。U形弯管叫弯管,它也是管件的一种,U形弯又分为冷煨和热煨。一般中小管径弯头可以冷弯加工获得;大管径的就需要热弯了。主要用于弯制有色或黑色金属的管材,可适用于建材、造船、化工、冶金、锅炉及重型机械制造等部门。我们在弯胎制造时,除规格(specifications)尺寸要求控制(control)在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。
4、管材本身的可弯曲(Bend)性能与表面腐蚀(释义:指腐烂、消失、侵蚀等)情况,亦可能(maybe)影响到弯管质量。镀锌弯管采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀(释义:指腐烂、消失、侵蚀等)情况作出产判断。


